Контроль прокатного оборудования
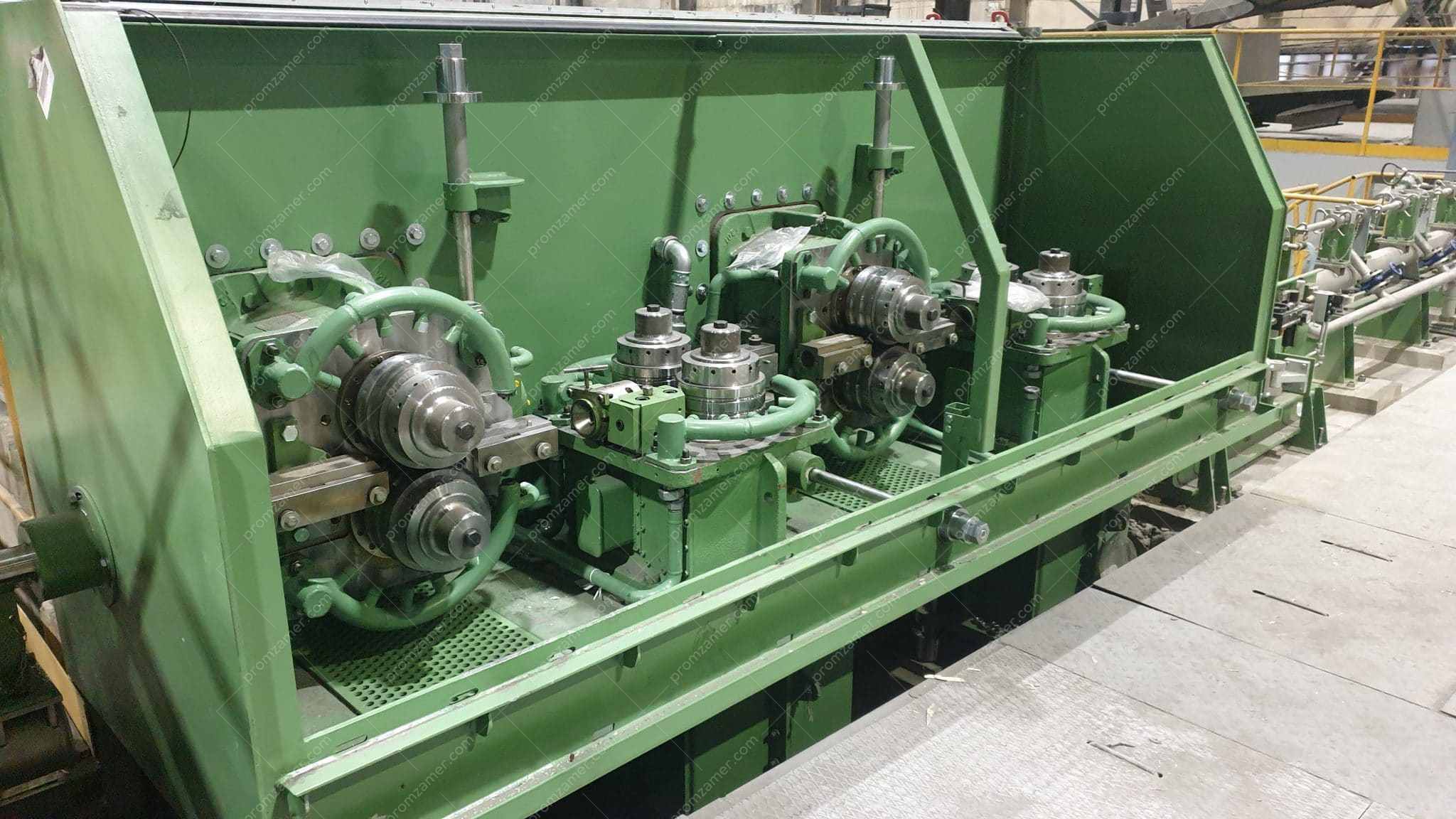
В ноябре 2020 года в Иркутской области специалистами компании ООО «ПРОМЫШЛЕННЫЕ ИЗМЕРЕНИЯ» выполнен комплекс работ по контролю клетей, редуктора и карданных валов прокатного оборудования.

- Вид деятельности: Высокоточные измерения.
- Результаты: Определен уклон оси направляющей пресса относительно горизонтальной плоскости, определено расположение тянущего ролика относительно оси проката, определено положение рисок на клетях прокатного стана относительно оси проката, определено положение поверхностей клетей на расстоянии от оси проката, вынесена ось проката на стороне наматывающего оборудования, определен уклон модуля экструдера, определен размер между вертикальными планками, определен уклон выходных валов редуктора относительно оси клети, определен разворот выходных валов редуктора относительно оси клети, определено вертикальное смещение выходных валов редуктора относительно вертикальной плоскости клети, определена дистанция от центра редуктора до оси проката, определен наклон карданных валов двух позициях (min и max).
- Продолжительность: Проведение измерений в течении 2 рабочих смен, обработка результатов и предоставление отчета в течении 1 дня.
- Ресурсы: Проведение измерений и обработка данных - 2 сотрудника.
- Объём работ: Согласно ТЗ заказчика.
- Оборудование: Лазерный трекер Leica AT403.
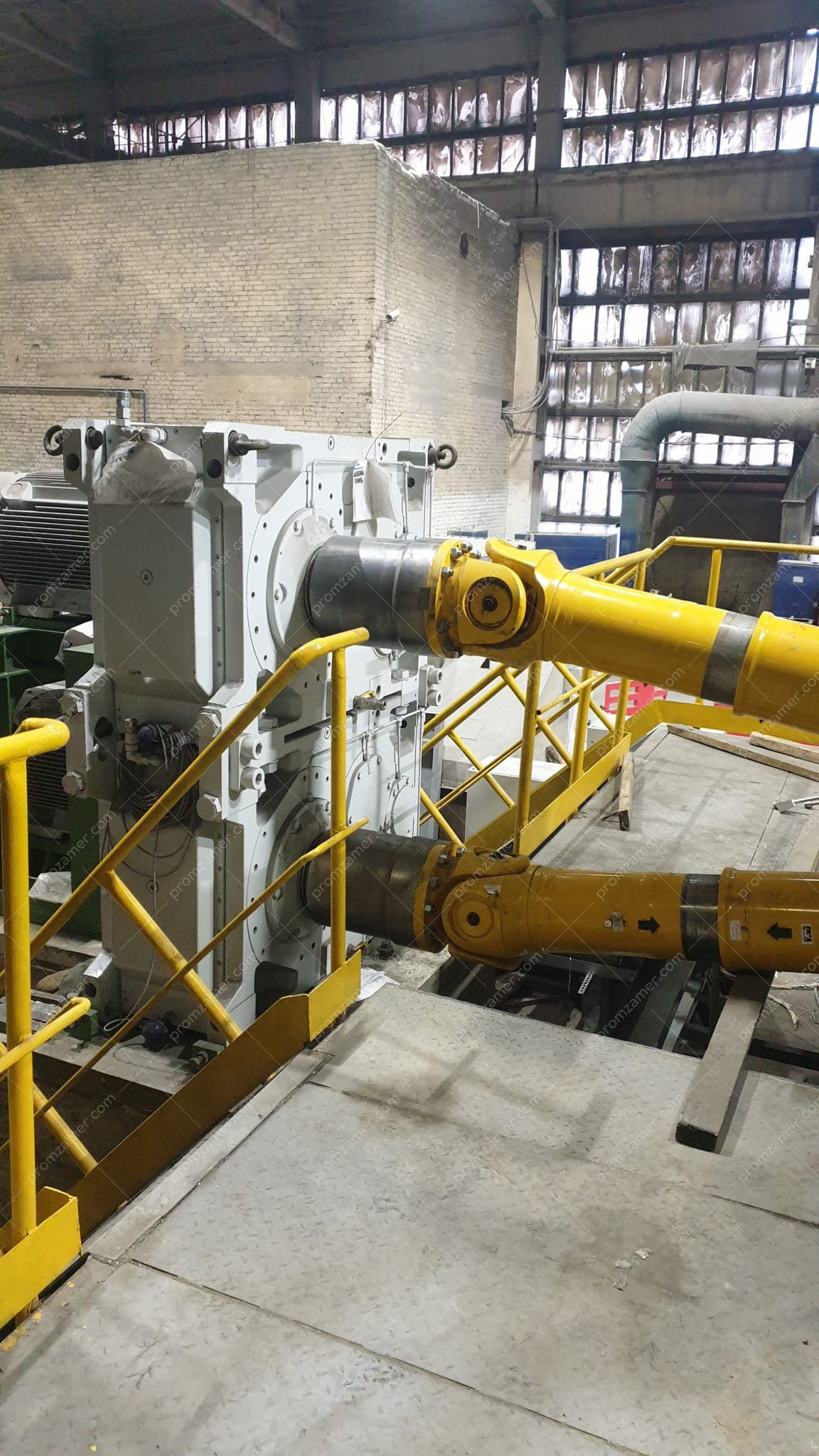
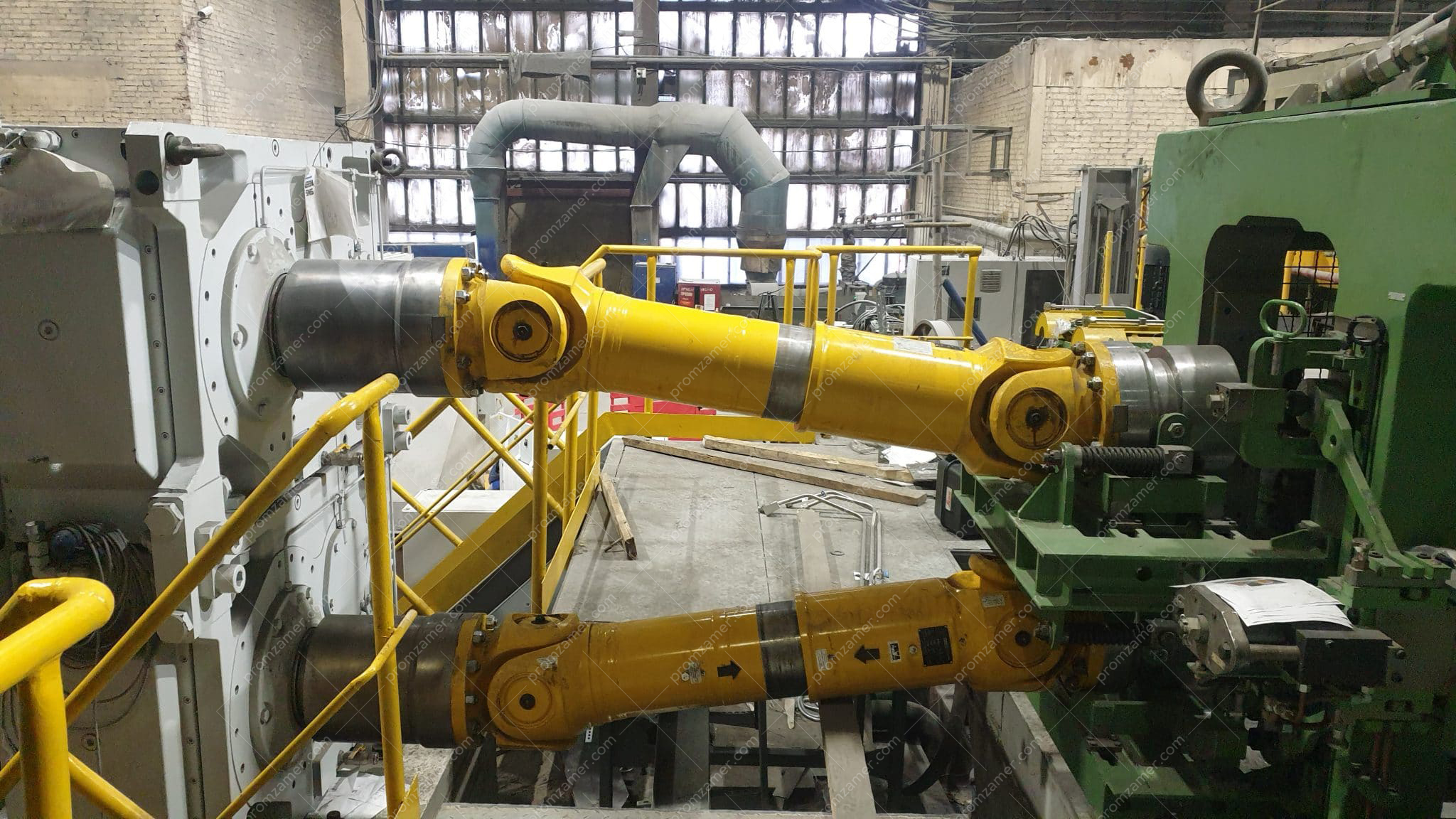
В Иркутской области специалистами компании ООО «ПРОМЫШЛЕННЫЕ ИЗМЕРЕНИЯ» выполнен комплекс работ по контролю клетей, редуктора и карданных валов прокатного оборудования. Работы выполнялись с применением высокоточного лазерного трекера Leica AT403 с комплектом специализированной измерительной оснастки.
Выполненная работа:
- Определение уклона оси направляющей пресса относительно горизонтальной плоскости;
- Определение расположения тянущего ролика относительно оси проката;
- Определение положений рисок на клетях прокатного стана относительно оси проката;
- Определение положения поверхностей клетей на расстоянии от оси проката;
- Вынесение оси проката на стороне наматывающего оборудования;
- Определение уклона модуля экструдера, определен размер между вертикальными планками;
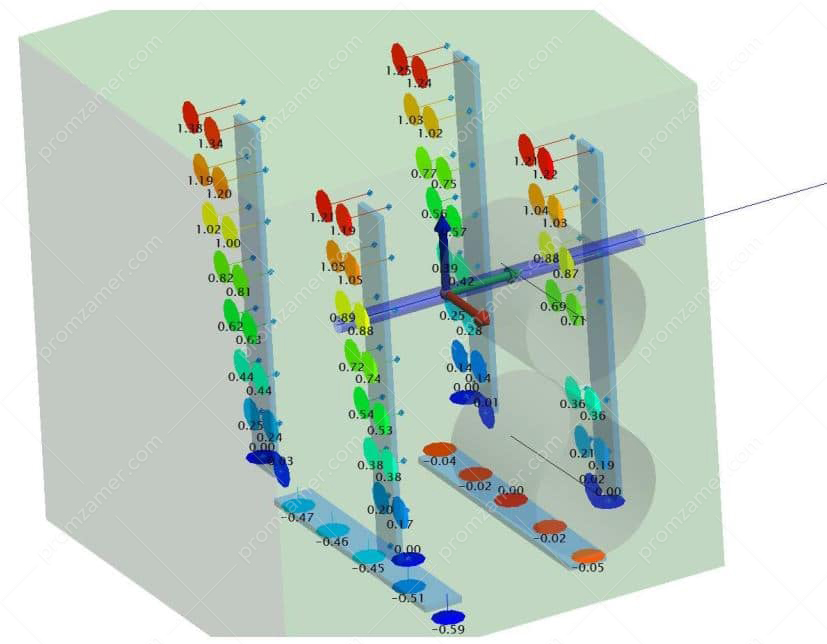
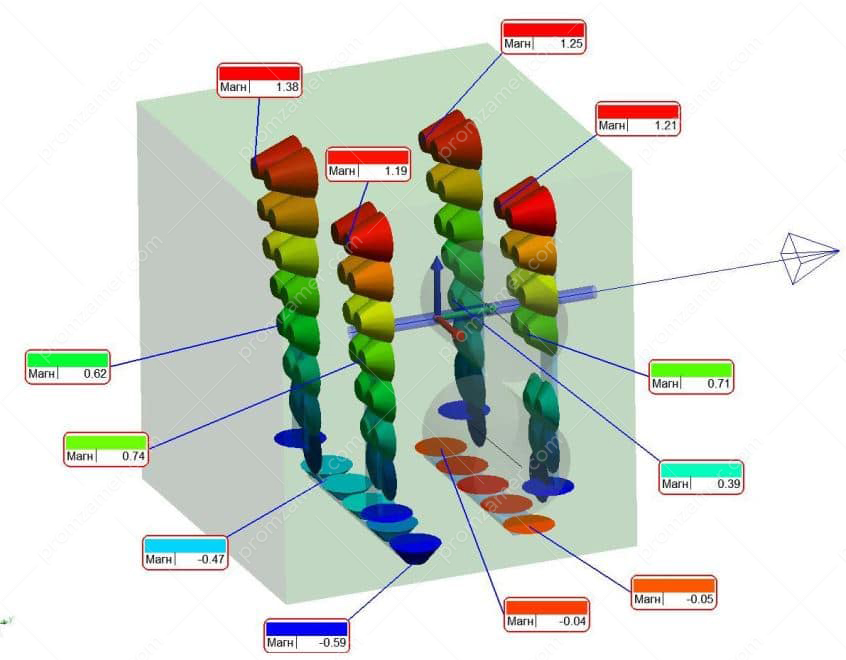
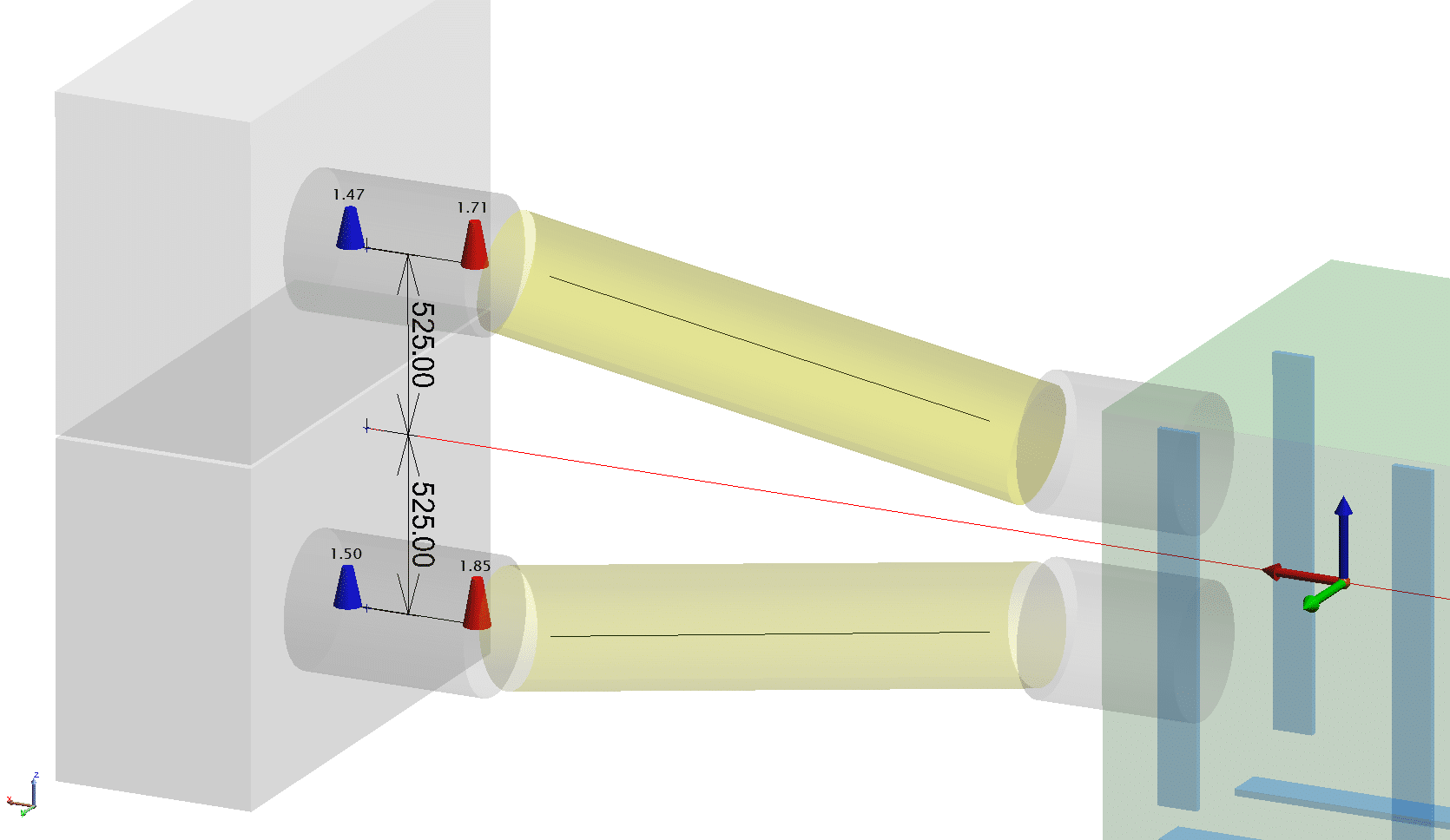
- Определение уклона выходных валов редуктора относительно оси клети;
- Определение разворота выходных валов редуктора относительно оси клети;
- Определение вертикального смещения выходных валов редуктора относительно вертикальной плоскости клети;
- Определение дистанции от центра редуктора до оси проката;
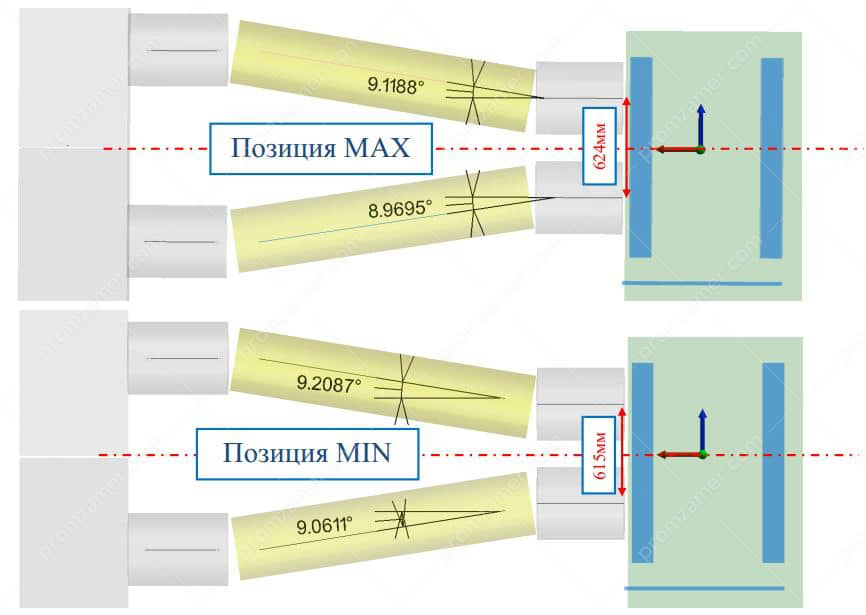
- Определение наклона карданных валов двух позициях (min и max).
Обеспеченная точность измерений во всем объеме +\- 0,05 мм.