Контроль геометрических характеристик автоматической линии
В январе 2021 года в городе Новосибирске специалистами компании ООО «ПРОМЫШЛЕННЫЕ ИЗМЕРЕНИЯ» выполнен комплекс работ по определению геометрических характеристик автоматической линии.

- Вид деятельности: Высокоточные измерения.
- Результаты: Определены геометрические характеристики 3-х станков, определены геометрические характеристики резьбонарезной части станка, определено положение элементов автоматической линии.
- Продолжительность: Проведение измерений в течении 1 рабочей смены, обработка результатов и предоставление отчета в течении 1 дня.
- Ресурсы: Проведение измерений и обработка данных - 2 сотрудник.
- Объём работ: Согласно ТЗ заказчика.
- Оборудование: Лазерный трекер Leica AT403.
В январе 2021 года в городе Новосибирске специалистами компании ООО «ПРОМЫШЛЕННЫЕ ИЗМЕРЕНИЯ» выполнен комплекс работ по определению геометрических характеристик автоматической линии. Работы выполнялись с применением высокоточного лазерного трекера Leica AT403 с комплектом специализированной измерительной оснастки.
Выполненная работа:
- Определение несоосности осей вращения шпинделей правого и левого станка от общей оси в вертикальной плоскости;
- Определение несоосности осей вращения шпинделей правого и левого станка от общей оси в горизонтальной плоскости;
- Определение несоосности оси вращения шпинделя левого станка относительно оси вращения шпинделя правого станка в вертикальной плоскости;
- Определение несоосности оси вращения шпинделя левого станка относительно оси вращения шпинделя правого станка в вертикальной плоскости;
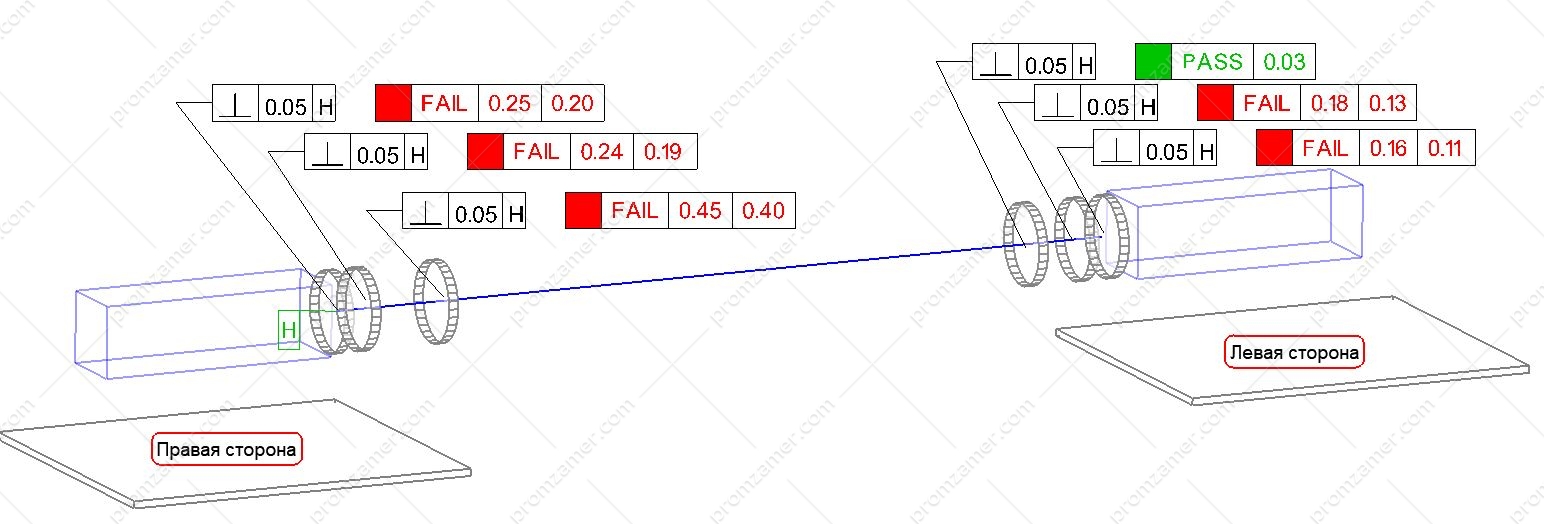
- Определение параллельности осей вращения шпинделей левого и правого станков;
- Определение неперпендикулярности плоскостей шпинделей относительно общей оси вращения в двух положениях;
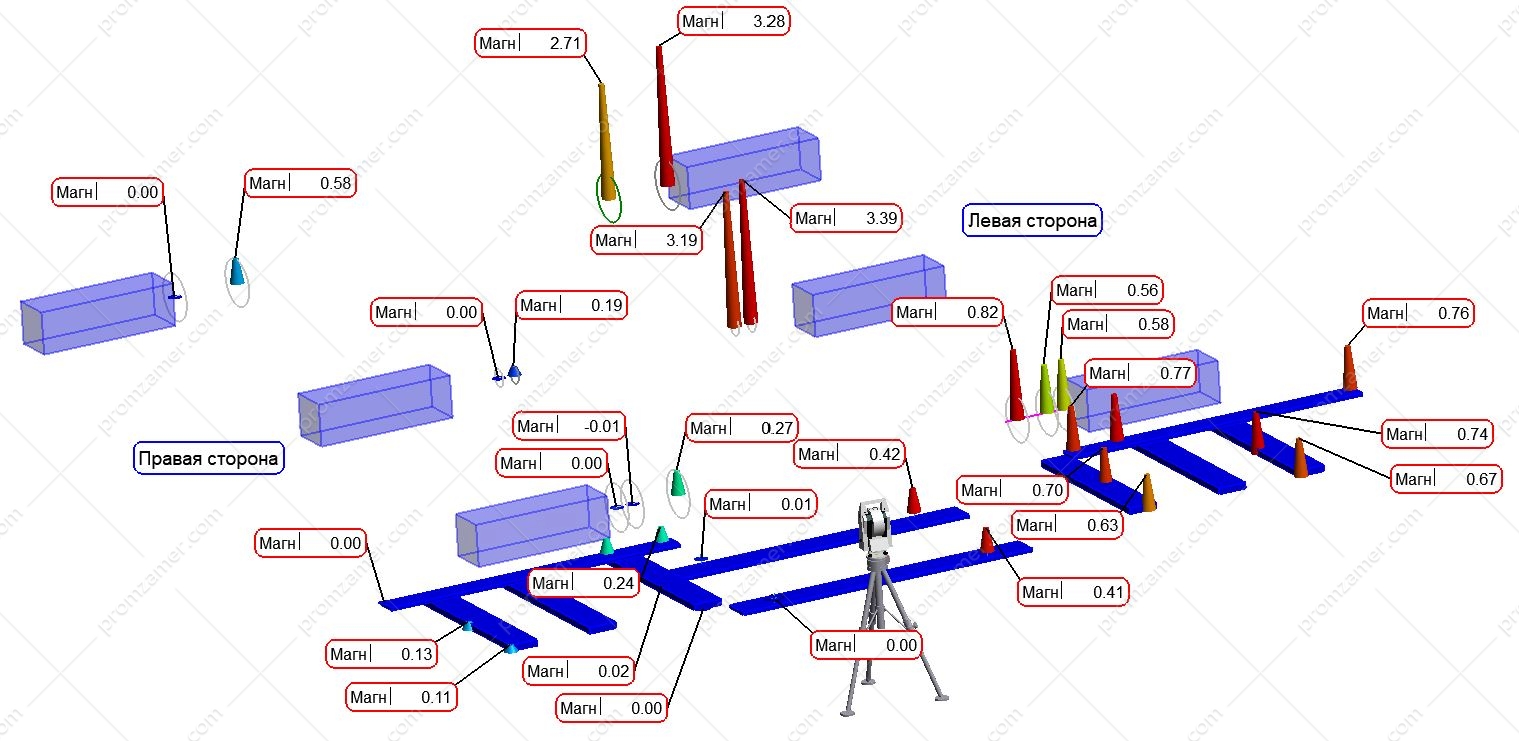
- Определение положения осей вращения шпинделей резьбонарезной части станка относительно горизонтальной плоскости;
- Определение положения осей вращения шпинделей и направляющих относительно горизонтальной плоскости станков;
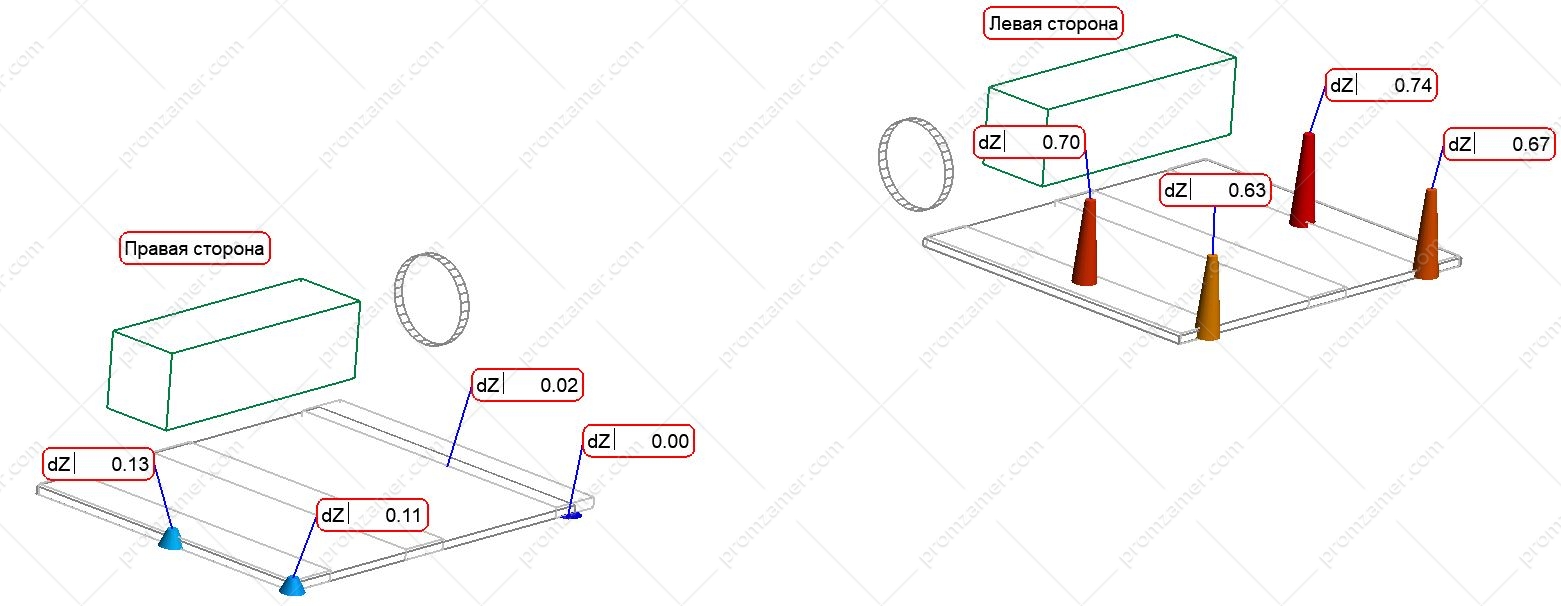
- Определение высотного положения левой направляющей относительно правой;
- Определение планового положения левой направляющей относительно правой;
- Определение радиального биения шпинделей станков.
Обеспеченная точность измерений во всем объеме +\- 0.05 мм.